De boog en het smeltbad
Bij traditionele lasprocessen wordt warmte gegenereerd door de vlamboog die brandt tussen het werkstuk en een (afsmeltende) elektrode of draad. De grootte van het smeltbad wordt in hoge mate bepaald door de afmetingen van de plek waar de boog op het basismateriaal aangrijpt. Dit smeltbad is ten opzichte van laserlassen veel groter. Dit heeft het voordeel dat grotere vooropeningen overbrugd kunnen worden, aangezien het vloeibare lasmetaal de spleet mooi opvult. Aan de andere kant heeft dit grotere smeltbad ook als nadeel dat hier veel energie voor nodig is. De vervorming van het materiaal is daardoor vaak goed zichtbaar. Voor producten van RVS is dit vaak aanzienlijk. Ook zal bij RVS de verkleuring van het materiaal aanmerkelijk meer zijn. Door de langere duur en het grotere smeltbad is er immers meer gelegenheid voor zuurstof om te reageren met het vloeibare lasmetaal of hete basismateriaal.
Ten opzichte van de traditionele lasprocessen is het laserlassen eenvoudig aan te leren. Doordat het laspistool in de meeste gevallen alleen in een rechte lijn langs de langsnaad wordt getrokken, is het voor de lasser vooral belangrijk om goed gevoel te krijgen bij de juiste lassnelheid.
Lassen met toevoegmateriaal
Bij de traditionele lasprocessen kan er aanmerkelijk grotere hoeveelheid lasmetaal toegevoegd worden. Het creëren van hoeklassen met een a-hoogte kan met MIG-/MAG-lassen of TIG-lassen uitstekend uitgevoerd worden.
Ook bij laserlassen kan er gelast worden met toevoegmateriaal. In de meeste gevallen wordt deze toevoeging gebruikt om zorg te dragen dat het lasuiterlijk voldoet aan de normen. Een kleine spleet kan makkelijker met een laser gelast worden wanneer er gebruik wordt gemaakt van toevoeging.
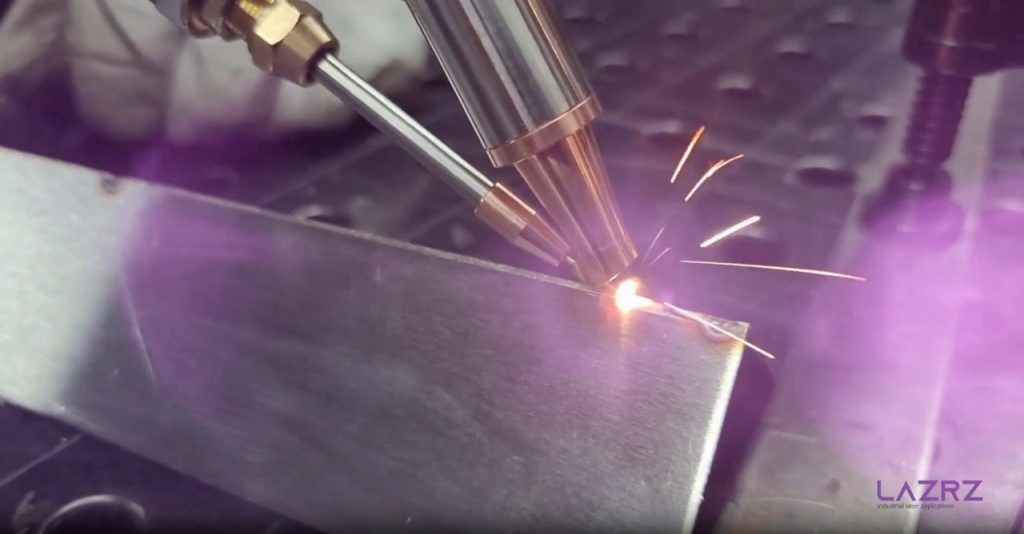
Bij het laserlasproces ontstaat het smeltbad door zeer hoge energie dat op een klein punt op het materiaal wordt gefocust. Het smeltbad is qua afmeting niet veel groter dan de spot van de laser. Aangezien dit kan resulteren in een te klein smeltbad, is er de mogelijkheid om de laserspot snel te laten roteren of oscilleren. Deze beweging wordt vaak de “wobble” genoemd.
De wobble is op het laspistool instelbaar, zowel qua vorm (roteren/oscilleren) als de breedte. Toepassen van een laspistool met wobble heeft ervoor gezorgd dat handmatig laserlassen eenvoudiger is toe te passen.
